
A friend was going to scrap an R2E3 Bridgeport mill with a dead control. I gladly gave him the scrap value of the machine. After some cleanup, I found the original servo amps were working, but those Contraves NC400 amps made a HORRIBLE whine that could be heard a block away! So, I got some eBay AMC servo amps, installed them and tuned them up. I used the Pico Systems PPMC analog servo interface (I make these) and configured the whole system. The Y axis encoder had gotten some coolant into it, I was able to clean it, but decided they should all be replaced. I got some 2500 line encoders on eBay, but had to make mounting adapters to fit them inside the motors. I fitted a shaft encoder to the top of the spindle so I can do rigid tapping. I regularly use 4-40 combo drill taps at 1000 RPM when making the mounting plates for my own brand of servo amps. The machine now works AMAZINGLY well! The silver box on the front of the head is an optical interface to my 3-axis touch probe. I created routines to find the center of holes and the coordinate of any inside or outside corner of a part. Very convenient.
Here’s a picture of the servo cabinet:
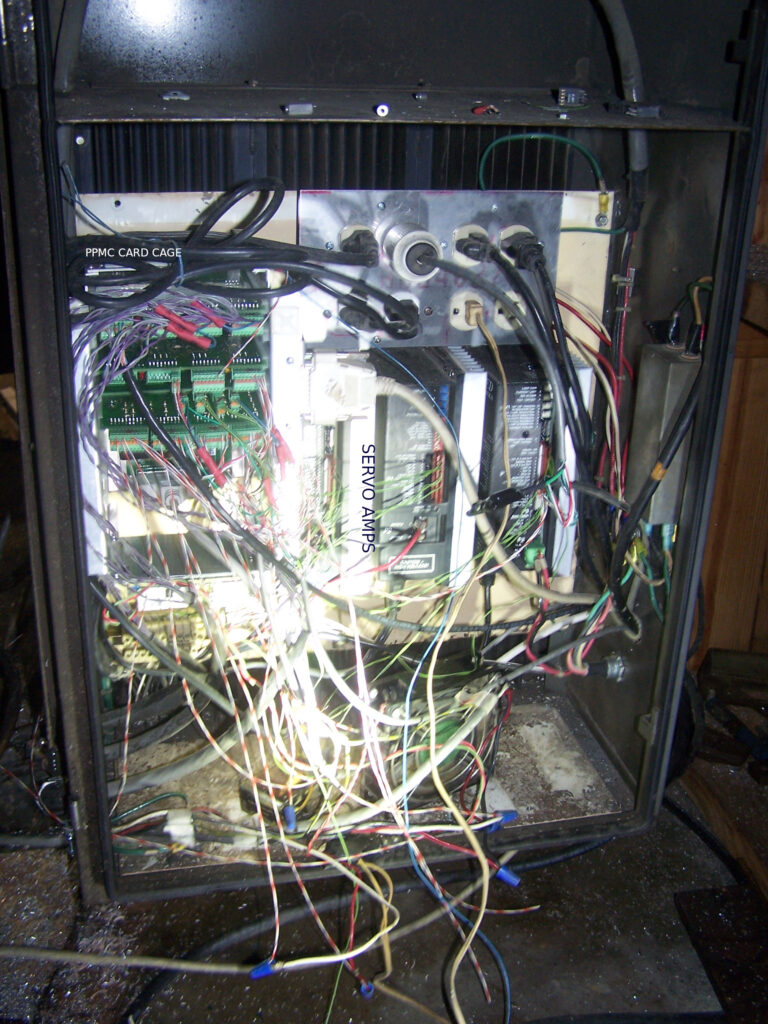
Top left is the PPMC card cage, with 2 encoder boards at top, then DAC below that and then the DIO below. There are 3 axes on this system, but then another encoder channel is used for the jog dial, and so I needed one more encoder board for the spindle encoder. The PPMC power supply is mounted to the bottom of the card cage. 3 AMC servo amps are mounted to the right of the PPMC card cage. Above the servo amps are a bunch of 120 V power outlets for servo amps and accessories (fans, lube pump, etc.)
Here’s the left side air and lube cabinet:

I got rid of all the air accessories, as I didn’t want to have to have the noisy compressor running when using the machine. I can very well turn the crank to adjust the varispeed drive, but I took out the first stage worm gear and mounted a little crank knob where that gear and air motor went. I also removed the brake cylinder and fashioned a steel wire hook that can hold the brake engaged if I need it. Mostly, I leave the varispeed at 4200, and adjust spindle speed with the VFD through LinuxCNC.
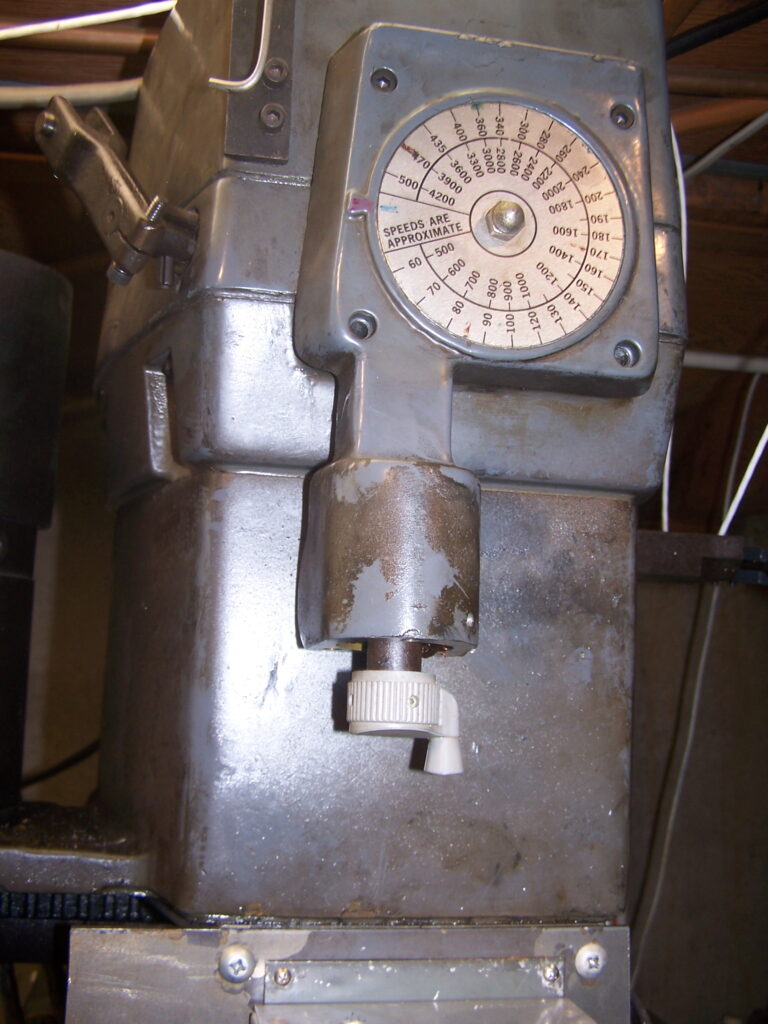
Above, you can see the hand crank and varispeed dial, to the top left is the brake crank and the wire that can be used to hold it on.
I removed the massive electrical box on the back of the machine base, and mounted the VFD back there so it won’t get showered with chips. The green and brown rods are the braking resistors.

Here’s the jog pendant and trackball mouse that I use to operate it.

And, here are work lights I made for the machine. I bought a cheap 3-petal LED lamp at Menard’s, and took 2 petals off and powered them from a DC supply so there would be no strobe effects on rotating spindle/cutter parts.

If you have any questions on this retrofit, or need more details on our other products, feel free to contact me at :